订购热线:
13270105669
13270105669



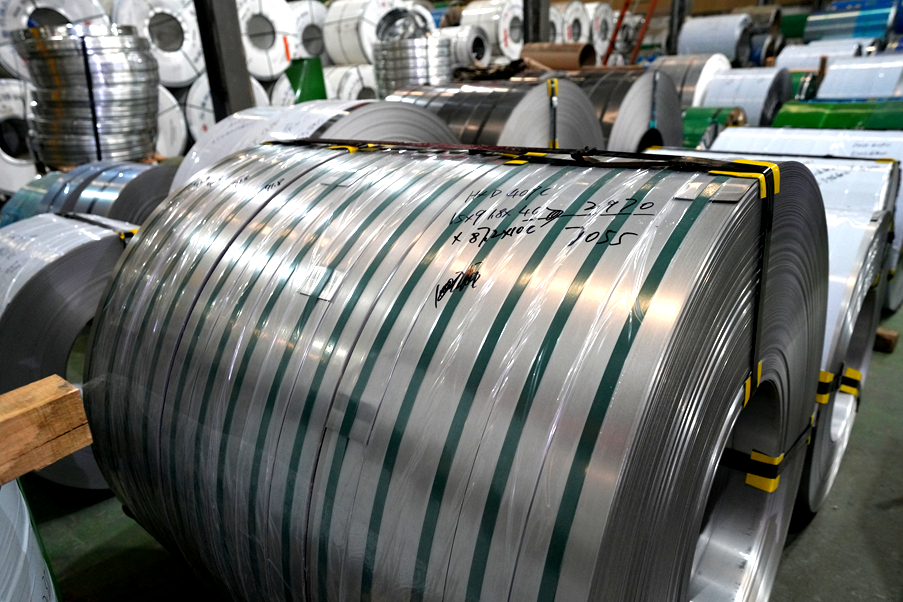




冷轧是不锈钢带材的主要生产工序,所生产的冷轧不锈钊薄带属于高附加值产品。而在实际生产中不锈钢薄带的板形和力学性能往往很难精准控制,在使用不锈钢带过程中又要求冷轧不锈钢薄带具有优良的板形和力学性能。鉴于此,本研究针对某企业12辊650冷轧机所生产的宽度范围285mm-380mm、厚度小于0.5mm的SUS301和SUS304不锈钢薄带的板形和力学性能问题,从轧机窜辊给定量温退火工艺优化和BP神经网络预测不锈钢带硬度变化趋势等方面着手,借助万能拉伸机、应力测量仪、SEM和XRD等实验并运用数理统计、数值模拟和神经网络预测等方法,分析和研究了不锈钢带板形和力学性能变化规律研究内容包括四个方面。第一,统计分析了12辊650冷轧机传动辊窜辊给定量的现场生产数据,得出合理的设定传动辊窜辊给定量会对冷轧不锈钢薄带板形控制起到关键作用,因而在实际生产过程中应根据不同板宽的变化合理地制定窜辊给定量工艺方案;第二,以厚度为0.25mm的SUS301不锈钢带为研究对象对连续热张力退火炉的退火温度和保温时间进行优化。目前在冷轧不锈钢的现场经常出现的板形有双边浪、单边浪、中松、肋浪、L和型翘曲等板形问题。板形是指板的平直度,即波浪形状和弯曲常见的程度。板形问题产生的主要原因是在轧制过程中,钢带受力发生变形,在板形过程中沿板宽方向上,不锈钢带的延伸不均匀,导致了板形缺陷的产生。在来料板形良好的条件下,这取决于沿宽度方向的伸长是相等的,压下率是相同的。如果边部伸长量大于中部的伸长量则会产生边部浪形,如果中部延伸量大于边部伸长量,则就会产生瓢曲或中部浪形。现代的厂家对于所有冷轧不锈钢带材的要求都是不允许有明显的浪形或瓢曲,要求带材板形平直度好。这些板形缺陷的示意图和实物图如图1板带材横向厚度差指的是厚度沿宽度方向差,这取决于板带轧制后的截面形状时的实际辊缝形状,一般用板带中央与边部厚度之差来表示,这个差值可以借助厚度测定便可得出的,它对提高产量具有重要意义通过分析不同退火工艺下试样的力学性能、拉伸断口和金相组织,得到了使不锈钢薄带力学性能保持稳定的低温退火工艺;第三,通过BP神经网络建立了不锈钢表面硬度非线性映射预模型。根据模型对轧后不锈钢带表面硬度进行预经的,根型的测和实测值的相对误差在-2.63%至2.76%之间果准确率并根据此模型得出了预测数据的趋势图谱,得出了压下率变化对冷轧不锈钢带表面硬度的调节能力最强:第四,以厚度为0的SUS304不锈钢带为研究对象,对连续热张力退火炉的张力给定量进行优化。通过冷轧不锈钢带在相同温度不同张力下的去应力退火实验,分析其不同张力退火后的力学性能和内部残余应力,得到了不同退火温度条件下张力给定量对不锈钊薄带力学性能和内部残余应力变化的影响规律。